
Create awesome websites!
1. Rentgen
Patří mezi nejpoužívanější objemové metody (zkoušce je podroben celý průřez materiálu), která se používá především pro kontrolu svaru a odlitků.
Princip: Zkoušený materiál se shora prozáří RTG lampou. Pod něj se umístí radiografický film na němž se vytvoří obraz ( snímek), který se po vyvolání vyhodnotí.
Zkoušky provádíme na zařízení pro digitální radiografii Scan-X Discover HR (USA)
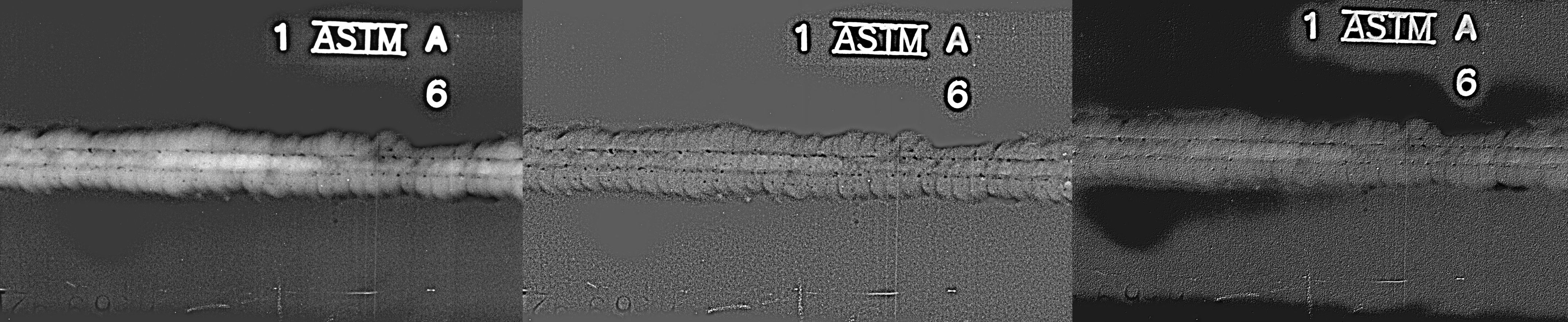
Výstupy z tohoto scanneru při použití různých filtrů, pro lepší nalezení vad.
2. Radioizotopy
Obdobný princip jako u předchozí metody. U této metody není Zdrojem rentgenového záření RTG lampa, nýbrž Radioaktivní izotop Ir192.

3. Ultrazvuk
Patří mezi nejpoužívanější metody k zjišťování plošných vnitřních vad materiálu, trhlin a zdvojenin, a také ke zjišťování tloušťky stěn. Může být použitá na kovových i nekovových materiálech.
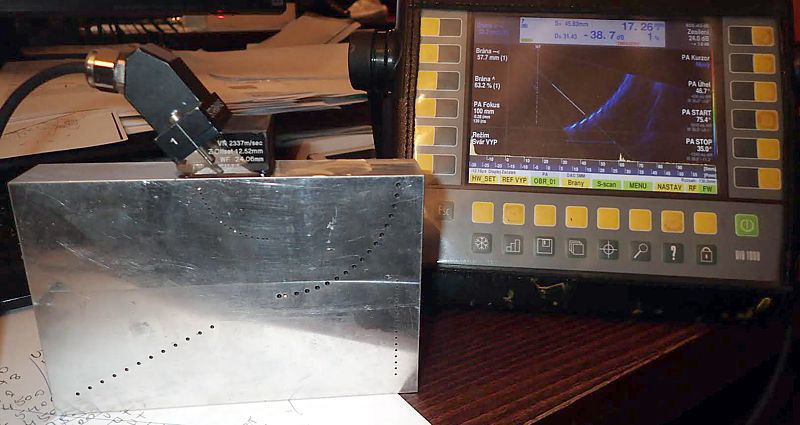
Princip: Ultrazvuková sonda, připojena k přístroji se zobrazovacím mechanismem, vytváří ve zkoušeném předmětu mechanické kmitání, které se v něm šíří jako zvuková vlna. Zvukové vlny se na rozhraní dvou prostředí odrazí a lze je zase sondou přijímat. Na obrazovce přístroje se pak tento obraz vyhodnocuje.
4. Kapilární
Této metody se využívá k indikování povrchových vad na magnetických, ale především nemagnetických kovových ale i nekovových materiálech. Použití této metody se omezuje pouze na zjišťování vad souvisejících s povrchem.
5. Magnetická
Tato metoda patří mezi nejpoužívanější povrchové metody. Je zaměřená na hledání povrchových a těsně podpovrchových vad (do hloubky maximálně 6 ti milimetrů). Tato metoda je použitelná jen na feromagnetických materiálech.
Princip: Metoda je založena na principu rozptylných polích. Kontrolovaná předmět je vhodně zmagnetován . Na jeho povrch je nanesen feromagnetický prášek. Magnetické pole je v místě necelistvosti (defektu) deformováno a na povrch vystupuje takzvané rozptylné magnetické pole. V tomto místě dochází k přitahování a seskupování feromagnetického prášku vhodné barvy. Tím je vada zvýrazněna a odhalena.
7. Kontrola těsnosti vakuovou metodou
Metoda zjišťování netěsnosti za pomoví rozdílu tlaku. Vakuová metoda využívá nejčastěji tzv. komůrkovou – bublinkovou metodu. vytvářející vakuum v plexisklové komůrce. Nejprve se na zkoušený povrch materiálu nanese pěnotvorný roztok, který, po vytvoření vakua v průhledné komůrce, zviditelní případnou netěsnost.
8. Kontrola těsnosti metodou přetlakovou a průsakovou
Přetlaková metoda, stejně jako vakuová je založená na rozdílu tlaku na zkoušené součásti. K zviditelnění netěsnosti se opět využívá pěnotvorného roztoku, který vytvoří bublinky v místě netěsnosti.
Průsaková metoda slouží k zjišťování netěsnosti za použití penetračních přípravku. K zviditelnění netěsnosti dojde průsakem barevného penetrantu zkoušeným materiálem do bílé kontrastní barvy. Tato metoda je spolehlivou, jednoduchou metodou se střední citlivostí. Je však třeba zajistit přístup z obou stran kontrolované části.
9. Měření tvrdosti materiálu
Tvrdost, jako jedna z mechanických vlastností, má hlavně u kovových materiálů mimořádnou důležitost. Je to proto, že ze všech vlastností materiálu ji můžeme zjistit nejrychleji, nejlevněji a i na předmětech nejmenších rozměrů. Z tvrdosti často usuzujeme i na některé další vlastnosti materiálu (pevnost v tahu, obrobitelnost apod.). Zkouší se buď na zkušebních vzorcích, nebo přímo na hotových výrobcích, za pomocí moderních digitálních tvrdoměrů.
10. Měření tečení materiálu
Měření tečení, neboli creepové poškození je velmi účinnou metodou dlouhodobého sledování deformace vlivem tečení materiálu („creep“). Na sledované ohyby a rovné části potrubí jsou navařeny navářky z oceli 17 020 a mikrometrem se v určitých periodách, které udává norma, měří jejich vzdálenost.
Pomocí daných vzorců se pak sleduje jejich deformační rychlost a trvalá deformace. Spočítané hodnoty se porovnají možnou deformací, která je opět daná normou.